


石墨油槽,高純度石墨油槽,多槽石墨油槽石墨模具石墨坩堝,鑄錠石墨模具,石墨油槽加工,石墨油槽生產(chǎn)廠家,石墨油槽坩堝石墨槽金條模具,高純石墨油槽模具

捷誠石墨
13500098659
更多信息資訊掃描二維碼咨詢了解







-
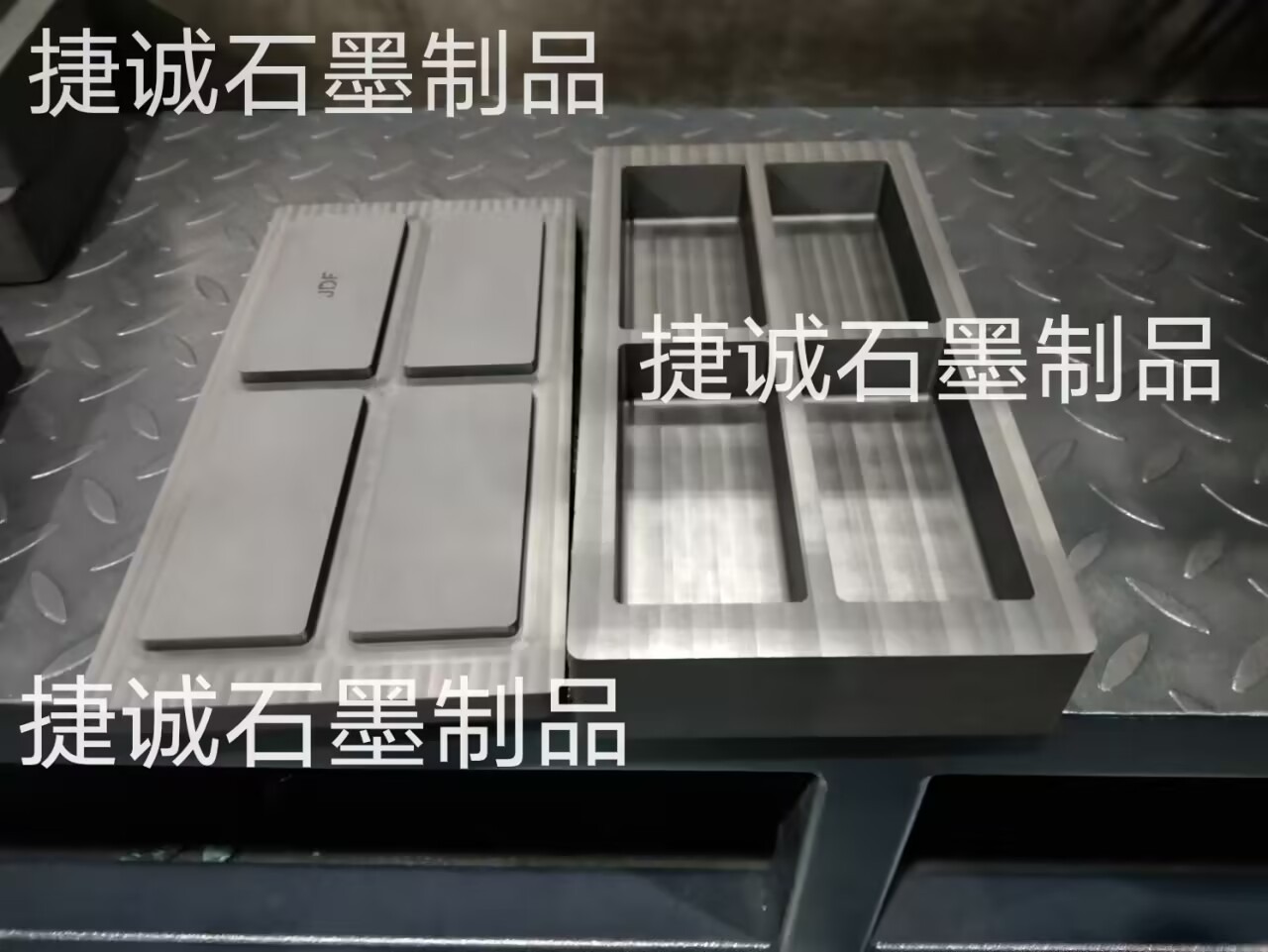
多槽石墨油槽,石墨油槽,石墨坩堝石墨模具石墨油槽,打金石膏模具石墨油槽,耐高溫石墨油槽,石墨槽石墨方舟外圍83*45*30,石墨模具方槽熔煉金銀條塊,水油槽低溫槽,多槽石墨油槽石墨模具石墨坩堝
-
 石墨油槽,高溫金屬倒模槽,高純度石墨油槽,多槽石墨油槽石墨模具石墨坩堝,鑄錠石墨模具,石墨油槽加工,石墨油槽生產(chǎn)廠家,石墨油槽坩堝石墨槽金條模具
石墨油槽,高溫金屬倒模槽,高純度石墨油槽,多槽石墨油槽石墨模具石墨坩堝,鑄錠石墨模具,石墨油槽加工,石墨油槽生產(chǎn)廠家,石墨油槽坩堝石墨槽金條模具 -
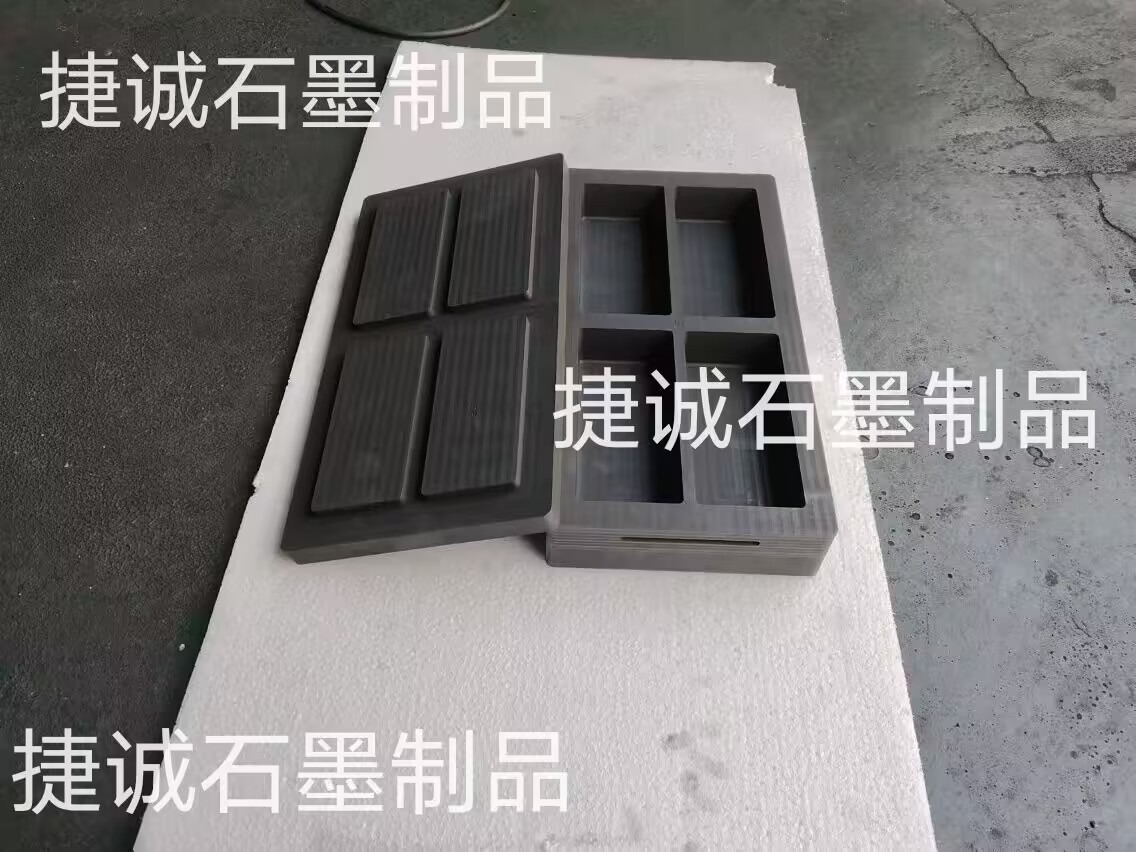
石墨油槽,四件套多槽石墨油槽,高溫金屬倒模槽,高純度石墨油槽,多槽石墨油槽石墨模具石墨坩堝,鑄錠石墨模具,石墨油槽加工,石墨油槽生產(chǎn)廠家
-
 石墨油槽,高純石墨油槽,多孔石墨油槽,石墨油槽加工,高純高強高密耐高溫石墨油槽,鑄錠石墨槽,一次性石墨舟,石墨油槽生產(chǎn)廠家
石墨油槽,高純石墨油槽,多孔石墨油槽,石墨油槽加工,高純高強高密耐高溫石墨油槽,鑄錠石墨槽,一次性石墨舟,石墨油槽生產(chǎn)廠家 -
 石墨制品匣缽,等靜壓匣缽,耐高溫匣缽,石墨匣缽廠家
石墨制品匣缽,等靜壓匣缽,耐高溫匣缽,石墨匣缽廠家 -
 石墨匣缽,等靜壓石墨匣缽,石墨制品,石墨加工,來圖定制
石墨匣缽,等靜壓石墨匣缽,石墨制品,石墨加工,來圖定制 -
 定制石墨匣缽,石墨制品加工,耐高溫石墨匣缽,高精密匣缽生產(chǎn)
定制石墨匣缽,石墨制品加工,耐高溫石墨匣缽,高精密匣缽生產(chǎn) -
 高精密石墨匣缽,石墨匣缽生產(chǎn)廠家,進口石墨加工,石墨制品定制
高精密石墨匣缽,石墨匣缽生產(chǎn)廠家,進口石墨加工,石墨制品定制 -
 高純石墨匣缽,石墨匣缽來圖定制,石墨匣缽廠家,石墨匣缽加工
高純石墨匣缽,石墨匣缽來圖定制,石墨匣缽廠家,石墨匣缽加工 -
 進口石墨匣缽,石墨匣缽定制,石墨加工,石墨制品加工廠
進口石墨匣缽,石墨匣缽定制,石墨加工,石墨制品加工廠 -
 等靜壓石墨匣缽,耐高溫石墨匣缽,石墨匣缽廠家批發(fā),石墨制品
等靜壓石墨匣缽,耐高溫石墨匣缽,石墨匣缽廠家批發(fā),石墨制品
石墨油槽的加工需統(tǒng)籌資料特性(如脆性、各向異性)和結(jié)構(gòu)精度(如流道規(guī)劃、密封面粗糙度),其中心工藝包括機加工、3D打印、復合資料成型及外表處理等。
1.機加工工藝
石墨質(zhì)地較軟(莫氏硬度1-2),但脆性大,易發(fā)生崩邊、微裂紋等缺陷。需選用以下工藝控制:
切削參數(shù)優(yōu)化:
切削速度:建議<50m/min,避免高溫導致石墨氧化或燒蝕。
進給量:選用小進給(0.05-0.2mm/r),削減切削力對資料的沖擊。
切削深度:單次切削深度<0.5mm,避免刀具切入過深引發(fā)裂紋。
刀具挑選:
優(yōu)先選用金剛石涂層刀具(刃口半徑<5μm),可下降切削力并行進外表質(zhì)量。
關(guān)于雜亂流道加工,可選用聚晶金剛石(PCD)整體銑刀,刀具壽數(shù)比硬質(zhì)合金刀具行進10倍以上。
冷卻辦法:
選用乳化液或油基冷卻液,冷卻速度5-10L/min,避免石墨因熱應力開裂。
運用場景:機加工適用于制作結(jié)構(gòu)簡略、規(guī)范精度要求中等的石墨油槽(如直徑<500mm的圓柱形油槽)。
2.3D打印工藝
3D打印可結(jié)束石墨油槽的雜亂流道規(guī)劃和輕量化結(jié)構(gòu),其中心工藝包括:
挑選性激光燒結(jié)(SLS):
以石墨粉末為資料,激光束挑選性燒結(jié)粉末層,逐層堆積成型。
利益:可制作內(nèi)部流道(如螺旋流道)、點陣結(jié)構(gòu)等雜亂幾何,資料利用率達90%以上。
缺陷:外表粗糙度較高(Ra10-20μm),需后續(xù)拋光處理。
光固化(SLA):
以石墨-光敏樹脂復合資料為資料,紫外光固化成型。
利益:外表質(zhì)量優(yōu)(Ra 1-5 μm),適合制作高精度密封面。
缺陷:資料本錢較高(是SLS的2-3倍)。
運用場景:3D打印適用于原型制作、小批量出產(chǎn)及定制化規(guī)劃(如航空發(fā)動機光滑體系中的異形油槽)。
3.復合資料成型工藝
經(jīng)過模壓、打針成型等工藝,可將石墨與碳纖維、樹脂等復合,制作高功用油槽:
模壓成型:
將石墨粉末、碳纖維和樹脂預混料放入模具,在150-200℃和10-20 MPa壓力下成型。
利益:可制作大規(guī)范、高強度油槽(如長度>2 m的矩形油槽),纖維取向可控,力學功用各向同性。
缺陷:模具本錢高,適合批量出產(chǎn)。
打針成型:
將石墨-熱塑性樹脂復合資料(如石墨-PEEK)加熱至熔融情況,注入模具成型。
利益:出產(chǎn)效率高(周期<5 min),適合制作小型、雜亂結(jié)構(gòu)油槽(如帶螺紋接口的油槽)。
缺陷:資料功用略低于模壓成型(抗壓強度低10-20%)。
運用場景:復合資料成型適用于制作高負荷、高精度石墨油槽(如核電站主泵光滑體系)。
4.外表處理工藝
外表處理可行進石墨油槽的密封性、耐磨性和耐腐蝕性,其中心工藝包括:
拋光處理:
選用金剛石研磨膏(粒徑1-10μm)對密封面進行拋光,外表粗糙度可達Ra0.1-0.5μm,滿足高壓密封要求。
涂層處理:
化學氣相堆積(CVD):在石墨外表堆積SiC涂層(厚度10-50μm),硬度達2500-3000HV,耐磨性行進10倍。
物理氣相堆積(PVD):堆積TiN或CrN涂層(厚度1-5μm),可顯著行進耐腐蝕性(在3.5% NaCl溶液中的腐蝕速率下降90%)。
浸漬處理:
將石墨油槽浸入酚醛樹脂或環(huán)氧樹脂溶液,真空浸漬后固化,可填充微孔(孔隙率從15%降至<5%),行進密封性和強度。
運用場景:外表處理是石墨油槽制作的要害工序,可顯著行進其歸納功用(如密封壽數(shù)延伸3-5倍)。